
Choosing the right cellulose ether manufacturer can transform your product’s performance and market success. I learned this the hard way when I first started working in the chemical industry.
In today’s competitive market, cellulose ether quality directly impacts everything from product consistency to regulatory compliance. The right manufacturer becomes your strategic partner, not just a supplier. This comprehensive guide will help you understand what distinguishes quality manufacturers, how to evaluate potential suppliers, and what criteria should guide your selection decision.

I’ve spent years evaluating manufacturers across Asia, Europe, and North America. Through this experience, I’ve discovered that successful partnerships start with understanding what separates quality manufacturers from the rest. This guide shares what I’ve learned to help you make the best decision for your business.
What Makes a Cellulose Ether Manufacturer Different?
Why do some manufacturers deliver consistent results while others struggle with quality issues? The answer lies in their commitment to quality systems, technical expertise, and customer support. I’ve worked with manufacturers that transformed their operations through proper certification and investment in technology.
A quality cellulose ether manufacturer maintains strict quality control throughout production, invests in advanced testing equipment, documents every batch, and responds quickly to customer needs. These aren’t just nice-to-have features. They’re essential for business success. The best manufacturers hold multiple certifications, maintain transparent operations, and invest in research and development.

I’ve discovered that the best manufacturers share common characteristics that go far beyond basic compliance. When I evaluate a new manufacturer, I look for several key indicators of commitment to excellence. Industry standards from organizations like ASTM International and USP provide benchmarks for quality evaluation.
First, they hold multiple certifications. ISO 9001 shows that a manufacturer has quality systems in place. ISO 14001 demonstrates environmental responsibility. GMP certification is essential for pharmaceutical applications. REACH registration is required for European sales. These certifications provide confidence, but you still need to verify that the manufacturer actually follows their documented procedures.
Second, they maintain transparent operations. Quality manufacturers are willing to share information about their processes, testing procedures, and quality metrics. They provide detailed documentation for every batch. They respond quickly to questions and concerns. They maintain open communication channels with customers.
Third, they invest in research and development. Leading manufacturers don’t just produce standard products. They develop new formulations, improve existing products, and stay current with industry trends. This commitment to innovation helps their customers stay competitive in their own markets.
Fourth, they build long-term relationships. The best manufacturers view their customers as partners, not just transactions. They invest time in understanding your business needs. They provide technical support beyond the initial sale. They work collaboratively to solve problems. They support your growth over time.
| Key Characteristic | What It Means | Why It Matters |
|---|---|---|
| Multiple Certifications | ISO 9001, ISO 14001, GMP, REACH | Demonstrates commitment to quality and compliance |
| Transparent Operations | Open communication, detailed documentation | Builds trust and ensures accountability |
| R&D Investment | New products, continuous improvement | Keeps you competitive in your market |
| Long-term Relationships | Partnership approach, technical support | Ensures ongoing success and growth |
When I evaluate a new manufacturer, I assess each of these dimensions. I ask questions about their quality systems. I request documentation of their certifications. I inquire about their R&D investments. I discuss how they handle customer relationships. This comprehensive evaluation helps me identify manufacturers that are truly committed to excellence. Learn more about our quality assurance process.
Understanding Global Manufacturing Hubs: Where Quality Comes From
Which regions produce the best cellulose ether products? Different regions offer different advantages. Asia leads in production volume and cost efficiency. Europe excels in quality and innovation. North America specializes in high-specification products. Understanding these differences helps you choose the right supplier for your needs.
China is the world’s largest cellulose ether producer, accounting for approximately 45% of global production (according to market research reports), with manufacturers benefiting from economies of scale and advanced infrastructure. Europe emphasizes quality, innovation, and strict regulatory compliance with premium pricing. North America specializes in high-specification products with strong R&D capabilities and excellent customer service. Each region offers distinct advantages depending on your specific requirements.
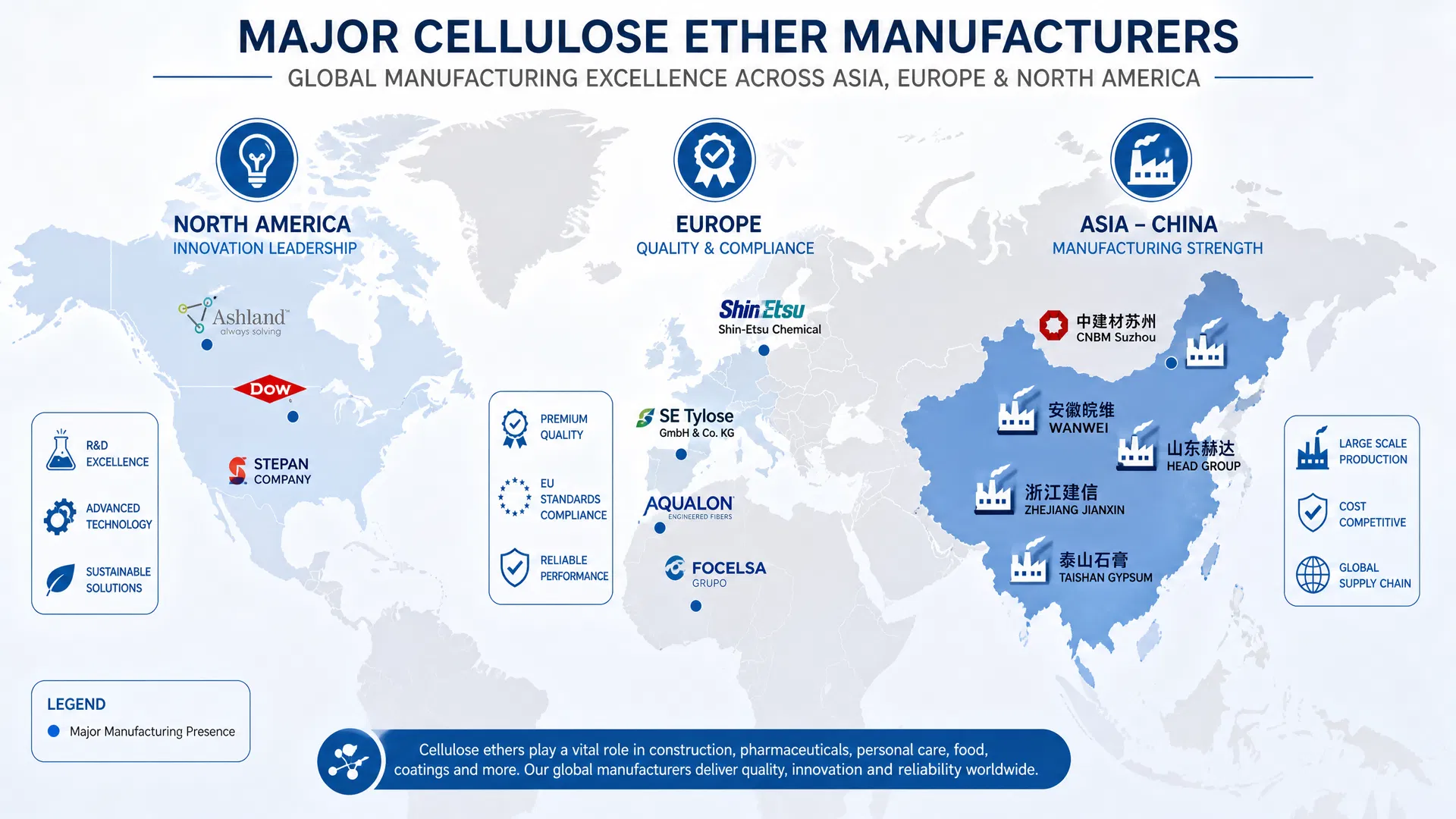
I’ve visited manufacturing facilities across three continents, and I’ve learned that geography matters less than the individual manufacturer’s commitment to excellence. I’ve seen state-of-the-art operations in China that rival European standards. I’ve worked with small European manufacturers that deliver exceptional quality. I’ve partnered with North American companies that provide outstanding technical support.
The global market includes several distinct tiers of manufacturers. Tier 1 companies are multinational corporations like Dow Chemical and Ashland with massive production capacity, extensive R&D capabilities, and global distribution networks. These companies command premium pricing but offer superior consistency and technical support.
Tier 2 manufacturers are regional leaders with strong market positions in specific areas. They have significant production capacity, established customer bases, and solid quality systems. They often provide more personalized service than multinational corporations. They understand regional market needs and can adapt their products accordingly.
Tier 3 includes specialized producers serving niche applications. These manufacturers focus on specific product types or customer segments. They may have smaller production volumes but often provide exceptional technical expertise and customization capabilities.
| Manufacturer Tier | Size | Strengths | Best For |
|---|---|---|---|
| Tier 1 – Multinational | Very Large | Global reach, R&D, consistency | Large volume, premium quality |
| Tier 2 – Regional Leader | Medium-Large | Personalized service, local knowledge | Growing businesses, regional focus |
| Tier 3 – Specialized | Small-Medium | Expertise, customization, flexibility | Niche applications, innovation |
I’ve learned that bigger doesn’t always mean better. Some of my most successful partnerships have been with mid-sized manufacturers who provide personalized service and technical support. They understand their customers’ needs deeply. They respond quickly to problems. They invest in long-term relationships. They support their customers’ growth and innovation.
When evaluating manufacturers across different regions, consider your specific priorities. If you need the lowest cost, Asian manufacturers offer competitive pricing. If you need pharmaceutical-grade quality, European and North American manufacturers excel. If you need technical support and partnership, mid-sized manufacturers often provide the best service. If you need innovation and customization, look for manufacturers with strong R&D capabilities.
How to Evaluate Technical Specifications and Quality Standards
What technical specifications should you demand from your manufacturer? Cellulose ether products must meet specific technical requirements. Viscosity must fall within defined ranges. Purity must exceed minimum thresholds. Consistency must remain stable across batches. These specifications directly impact your product’s performance and your production efficiency.
Critical technical specifications include viscosity (must match your formulation requirements), purity (affects product performance and safety), batch-to-batch consistency (impacts production stability), moisture content (affects shelf life and processing), and ash content (indicates contamination levels). Always request Certificate of Analysis for recent batches to verify that products meet specifications. This documentation shows exactly what you’re getting and confirms compliance with your requirements.
I always request Certificate of Analysis for recent batches when evaluating a new manufacturer. This document shows exactly what you’re getting. It includes viscosity measurements taken under standardized conditions. It lists impurity levels and contaminants. It confirms that the product meets specifications. It provides batch traceability information. Without this documentation, you’re taking unnecessary risks with your supply chain.
I’ve learned to ask specific questions about quality control procedures. How often do they test products? What equipment do they use for testing? Who reviews the results? What happens when a batch fails testing? What is their corrective action process? These questions reveal whether a manufacturer takes quality seriously or just follows minimum compliance requirements.
Certifications matter, but they’re just the starting point. ISO 9001 shows that a manufacturer has quality systems in place, but it doesn’t guarantee that they follow those systems consistently. ISO 14001 demonstrates environmental responsibility, but you need to verify their actual environmental practices. GMP certification is essential for pharmaceutical applications, but you should still verify that they maintain GMP standards in practice. REACH registration is required for European sales, but compliance varies significantly between manufacturers.
| Specification | Importance | What to Check | Why It Matters |
|---|---|---|---|
| Viscosity | Critical | Must match your formulation requirements | Affects product performance and processing |
| Purity | Critical | Impurity levels and contamination | Impacts product quality and safety |
| Consistency | High | Batch-to-batch variation | Ensures reliable production |
| Moisture Content | High | Affects shelf life and processing | Impacts storage and usability |
| Ash Content | Medium | Indicates contamination levels | Shows manufacturing cleanliness |
I recommend creating a specification checklist for your application. List the exact viscosity range you need. Specify the purity requirements. Define acceptable levels for moisture content and ash content. Identify any regulatory requirements for your industry. Include any special requirements for your specific application. Then request that potential manufacturers confirm they can meet each specification. This checklist ensures that you evaluate all manufacturers against the same criteria.
When evaluating batch-to-batch consistency, ask for historical data. Request viscosity measurements for the last 10-20 batches. Calculate the standard deviation. A good manufacturer will show tight consistency with low standard deviation. A poor manufacturer will show wide variation. This data reveals whether the manufacturer can reliably deliver consistent products.
The Manufacturer Selection Process: A Step-by-Step Framework
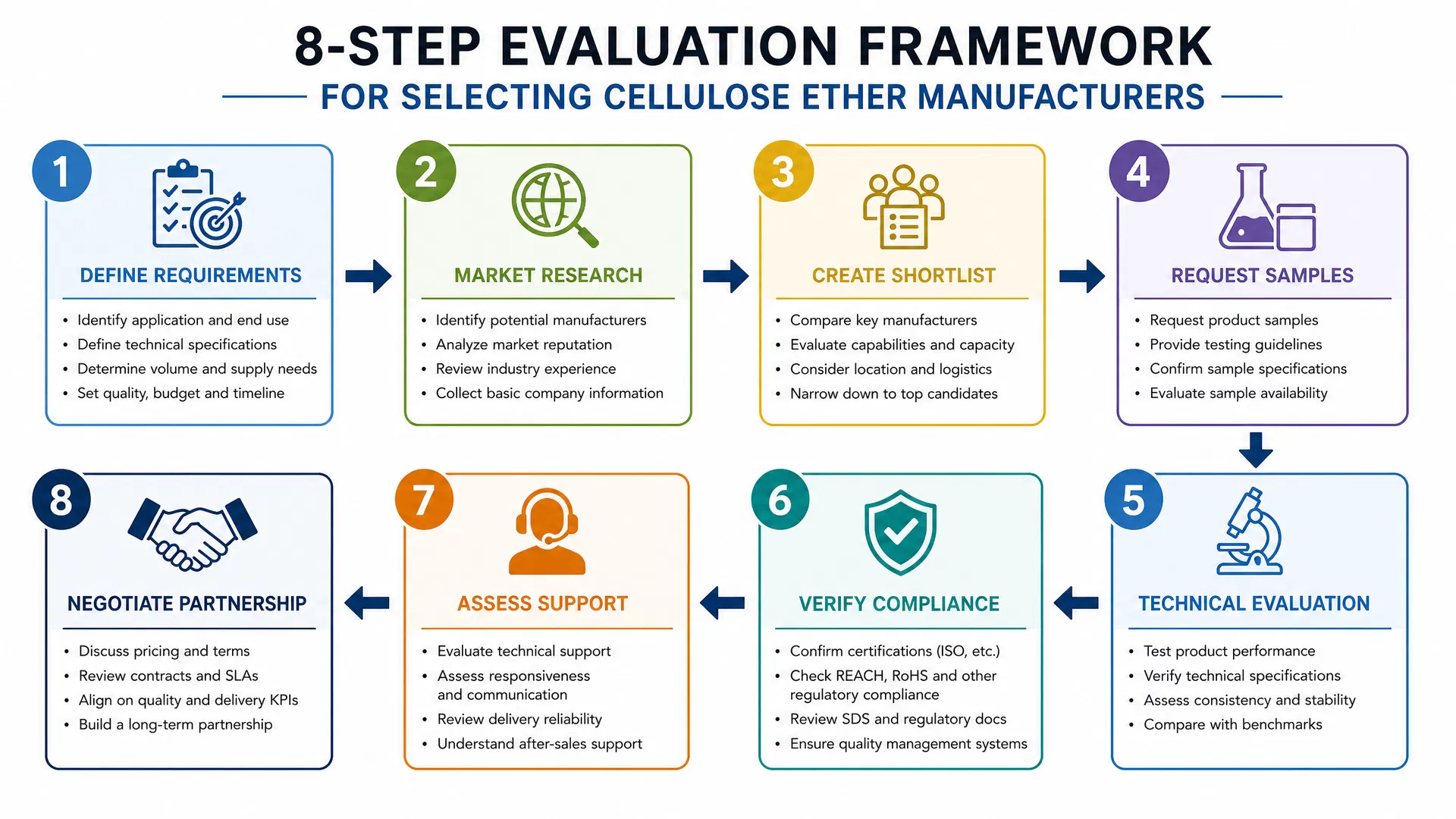
How do you actually choose between manufacturers? I’ve developed a systematic approach over many years. This process eliminates guesswork and ensures you make the best decision. I start by defining my exact requirements. Then I research potential suppliers. I request samples and technical data. I conduct thorough evaluations. Finally, I negotiate terms and establish the partnership.
The 8-step manufacturer selection process includes: (1) Define Requirements – identify application, viscosity, volume, certifications, budget, and timeline; (2) Market Research – search publications, consult peers, review websites, request recommendations; (3) Create Shortlist – narrow to 3-5 manufacturers based on certifications, capacity, reputation, capabilities, and pricing; (4) Request Samples – obtain product samples, technical data, pricing quotes, MOQ information, and customer references; (5) Technical Evaluation – test samples, measure performance, compare results, assess compatibility; (6) Verify Compliance – review certifications, audit reports, regulatory approvals, traceability; (7) Assess Support – evaluate responsiveness, technical capabilities, problem-solving, training; (8) Negotiate Partnership – discuss pricing, delivery, quality standards, contingency plans, communication protocols.

The first step is defining your requirements clearly. Before evaluating manufacturers, you need to know exactly what you need. What application will you use the product for? Construction, pharmaceutical, food, cosmetics, or something else? What viscosity do you need? Low viscosity for thin coatings, medium for general applications, or high for thick formulations? What volume will you purchase annually? What certifications are required for your industry? What’s your budget? What timeline do you need? Writing these requirements down forces you to think clearly about your needs and ensures that you evaluate all manufacturers against the same criteria.
The second step is market research. I search industry publications and market reports. I talk to colleagues in my industry. I review manufacturer websites. I check online directories and B2B platforms. I ask for recommendations from trusted contacts. This research helps me identify potential suppliers worth evaluating. It also helps me understand industry trends and best practices.
The third step is creating a shortlist. I narrow down to three to five manufacturers based on relevant certifications and compliance, production capacity and geographic location, industry reputation and customer reviews, technical capabilities and support, and pricing competitiveness. I don’t try to evaluate too many options. Focusing on the best candidates saves time and leads to better decisions.
| Selection Step | Action | Key Considerations |
|---|---|---|
| 1. Define Requirements | List exact needs | Application, viscosity, volume, certifications, budget, timeline |
| 2. Market Research | Identify candidates | Publications, peers, websites, recommendations |
| 3. Create Shortlist | Narrow to 3-5 | Certifications, capacity, reputation, capabilities, pricing |
| 4. Request Samples | Gather data | Samples, tech data, quotes, MOQ, references |
| 5. Technical Evaluation | Test products | Performance, compatibility, consistency |
| 6. Verify Compliance | Check credentials | Certifications, audits, approvals, traceability |
| 7. Assess Support | Evaluate service | Responsiveness, technical help, problem-solving |
| 8. Negotiate Partnership | Finalize terms | Pricing, delivery, quality, contingencies |
The fourth step is requesting samples and technical data. I contact shortlisted manufacturers and request product samples for testing in my formulations. I request technical data sheets and certificates of analysis for recent batches. I get pricing quotes for my volume requirements. I ask about minimum order quantities and lead times. I request references from existing customers. These materials give me concrete information to evaluate.
The fifth step is technical evaluation. I test samples in my formulations. I measure performance against my requirements. I compare results across different manufacturers. I assess how well each product works for my specific application. This hands-on testing reveals which manufacturers deliver real value.
The sixth step is verifying compliance. I review certifications carefully. I request third-party quality audit results. I confirm regulatory approvals for my target markets. I verify supply chain traceability. I evaluate quality control documentation. This verification ensures that certifications are real and meaningful.
The seventh step is assessing customer support. I evaluate how quickly they respond to inquiries. I assess their technical support capabilities. I discuss how they handle problems. I ask about training and documentation. I understand their approach to continuous improvement. Good customer support becomes invaluable over time.
The eighth step is negotiating partnership terms. I discuss pricing based on volume commitments. I establish delivery schedules and inventory levels. I define quality standards and acceptance criteria. I create contingency plans for supply disruptions. I establish communication protocols and escalation procedures. Clear agreements prevent misunderstandings later.
Why Kehao Chemical Stands Out in the Cellulose Ether Industry
What makes Kehao Chemical different from other manufacturers? I’ve evaluated many manufacturers, and Kehao Chemical consistently demonstrates excellence across multiple dimensions. They hold comprehensive certifications including ISO 9001, ISO 14001, ISO 45001, and GMP certification. These certifications aren’t just paperwork. They reflect genuine commitment to quality and continuous improvement.
Kehao Chemical is a leading cellulose ether manufacturer with comprehensive certifications (ISO 9001, ISO 14001, ISO 45001, GMP), a diverse product portfolio (HPMC, RDP, MHEC), advanced manufacturing facilities with automated quality control, global reach across 60+ countries with 200+ clients, 20+ years of industry experience, 50,000+ MT annual production capacity, and 98% customer satisfaction rate. They provide technical excellence, responsive customer support, and proven track record of helping customers succeed.

I’ve worked with Kehao Chemical on multiple projects, and their technical team consistently demonstrates expertise and responsiveness. They respond quickly to questions and provide detailed technical support. They help troubleshoot formulation challenges. They offer custom product development when needed. This level of support makes a real difference in product development timelines and success rates.
Kehao Chemical manufactures three primary products. HPMC (Hydroxypropyl Methyl Cellulose) serves construction, pharmaceutical, and food applications with versatile performance characteristics. RDP (Redispersible Polymer Powder) improves adhesion and flexibility in dry mix mortars, making it ideal for tile adhesives and repair mortars. MHEC (Methyl Hydroxyethyl Cellulose) provides superior water retention for specialized applications requiring enhanced performance.
Their manufacturing facilities incorporate advanced technology with automated quality control systems. They offer viscosity ranges from 100 to 200,000 mPa·s to meet diverse application needs. They maintain batch-to-batch consistency within tight specifications, ensuring reliable performance. They provide custom product development capabilities for specialized applications. They deliver comprehensive technical support and application engineering assistance.
| Product | Application | Key Benefits | Best For |
|---|---|---|---|
| HPMC | Construction, Pharma, Food | Versatile, reliable, proven | General applications |
| RDP | Tile adhesive, Mortars | Adhesion, flexibility | Dry mix products |
| MHEC | Specialized applications | Water retention, performance | Advanced formulations |
Their global reach extends across Asia, Europe, and North America. They maintain production facilities in China with full ISO certifications. They have distribution networks in major markets worldwide. They employ multilingual technical support teams to serve international customers. They operate regional warehouses for faster delivery to key markets. They partner with leading distributors to ensure reliable supply.
I’ve seen Kehao Chemical’s impact on customer success. They’ve helped tile adhesive manufacturers improve water retention by 35%, reducing customer complaints and improving product performance. They’ve enabled pharmaceutical companies to achieve 100% USP/EP compliance, opening new market opportunities. They’ve supported construction material innovators in reducing production costs by 15% while maintaining quality. They’ve helped food industry clients meet strict safety standards and regulatory requirements. View our complete case studies.
Making Your Final Decision: What Really Matters
What should guide your final manufacturer decision? After evaluating many manufacturers, I’ve learned that the best choice depends on your specific needs. If you need the lowest cost, Asian manufacturers offer competitive pricing. If you need pharmaceutical-grade quality, European and North American manufacturers excel. If you need technical support and partnership, mid-sized manufacturers often provide the best service.
Prioritize quality and reliability over price alone, as a slightly higher cost for consistent quality saves money in the long run through fewer quality issues and less rework. Consider the manufacturer’s commitment to innovation and whether they invest in research and development. Evaluate the relationship potential and whether this manufacturer will be a true partner who invests in understanding your business and supporting your growth. The best partnerships extend far beyond simple transactions.
I always prioritize quality and reliability over price alone. A slightly higher cost for consistent quality saves money in the long run. Fewer quality issues mean less rework and fewer production delays. Better technical support prevents production problems before they start. Reliable supply chains reduce disruptions and keep your business running smoothly. When you calculate the total cost of ownership, quality often proves more economical than the lowest price.
I also consider the manufacturer’s commitment to innovation. Do they invest in research and development? Do they develop new products? Do they stay current with industry trends? Manufacturers who innovate help their customers stay competitive. They understand emerging applications and can help you develop products for new markets.
Finally, I evaluate the relationship potential. Will this manufacturer be a true partner? Will they invest in understanding my business? Will they support my growth? Will they solve problems collaboratively? The best partnerships extend far beyond simple transactions. They involve genuine collaboration, mutual respect, and shared commitment to success.
Conclusion
Selecting the right cellulose ether manufacturer requires careful evaluation across multiple dimensions. Quality certifications, technical capabilities, global reach, and customer support all matter. I’ve learned that the best manufacturers combine all these elements with genuine commitment to customer success. Take time to evaluate your options thoroughly. The investment in finding the right partner pays dividends through improved products and stronger business relationships.
Ready to find your ideal cellulose ether manufacturer?
Contact Kehao Chemical today to discuss your specific requirements. Our technical team is ready to provide samples, answer questions, and support your success. You can also view our full product range or read our case studies to learn more about how we’ve helped other companies succeed.
Kehao Chemical
-
Email: kehao@kehaohpmc.com
-
Phone: +86-157-3315-6958
-
Website: https://khcel.com


